

7020,7系,铝合金
有色金属 — 铝合金
价格电议


7020铝合金牌号:7020(执行标准:GB/T 3190-2020 EN 573-3-2020)
1. 现货库存
| 7020 | 表面处理 | 规格参数 | 技术特性 |
| 板材 | 热轧板 | 3-120mm (宽幅800-2500mm) |
● 基础状态:7020-O/T4/T6 ● 表面处理:阳极氧化/铬酸处理 ● 特殊板:焊接结构板(CTOD≥0.15mm) |
| 冷轧板 | 1.0-8mm(公差±0.05mm) | ||
|
★ 精密矫直:平直度≤0.3mm/m ★ 特殊服务:激光切割(切口粗糙度Ra≤6.3μm) |
|||
| 7020 | 加工形态 | 直径范围 | 特殊功能 |
| 棒材 | 挤压圆棒 | Φ20-Φ400mm | ● 抗拉强度≥320MPa ● 晶粒度≥7级 |
| 锻造方棒 | 30×30-200×200mm | ● 各向同性强度差≤8% | |
| 7020 | 管型类别 | 尺寸范围 | 特殊工艺 |
| 管材 | 无缝管 | 外径Φ15-Φ300mm 壁厚2-25mm |
● 内壁电解抛光Ra≤0.8μm |
| 焊接管 | 外径Φ50-Φ800mm | ● 焊缝系数≥0.85 | |
| 7020 | 应用领域 | 截面参数 | 认证标准 |
| 型材 | 交通运输 | 复杂截面(展开宽度1200mm) | ● EN 15085焊接认证 ● 疲劳强度≥150MPa(10⁷ cycles) |
|
★ 特殊认证:ISO 6361-2轨道交通材料标准 ★ 焊接特性:MIG焊接裂纹敏感系数≤0.25% |
|||
2. 化学组成(质量分数%)
| 元素 | 标准级 | 焊接级 | 冶金控制 | ||
| 最小值 | 最大值 | 最小值 | 最大值 | ||
| Zn | 4.0 | 5.0 | 4.2 | 4.8 | 主强化元素 |
| Mg | 1.0 | 1.4 | 1.1 | 1.3 | 形成MgZn₂强化相 |
| Mn | 0.10 | 0.40 | 0.15 | 0.30 | 改善加工硬化 |
| Cr | 0.05 | 0.25 | 0.10 | 0.20 | 细化晶粒 |
| Zr | 0.08 | 0.15 | 0.10 | 0.12 | 抑制再结晶 |
3. 状态力学性能
| 状态 | 抗拉强度 (MPa) | 屈服强度 (MPa) | 延伸率 (%) | 维氏硬度 (HV) |
| 7020-O | 240 | 110 | 18 | 70 |
| 7020-T4 | 310 | 220 | 14 | 95 |
| 7020-T6 | 350 | 290 | 10 | 115 |
4. 关键物理参数
| 参数 | 典型值 | 极端条件表现 | 测试标准 |
| 密度 | 2.78g/cm³ | -50℃体积变化≤0.02% | ISO 1183 |
| 电导率 | 36%IACS | 冷加工后≥32%IACS | IEC 60468 |
| 热导率 | 150W/(m·K) | 100℃时保持140W/(m·K) | ASTM E1461 |
5. 先进制造方案
| 工艺类型 | 技术参数 | 设备配置 | 应用案例 |
| 摩擦搅拌焊 | 焊接速度≥1.2m/min 接头效率≥90% |
FSW-4012焊接系统 | 高铁车体结构 |
| 液压成形 | 成形压力≤120MPa 减薄率≤12% |
2000T液压机 | 汽车底盘部件 |
| 激光切割 | 切割速度≥15m/min 切口锥度≤0.5° |
6kW光纤激光切割机 | 工程机械框架 |
6. 与同类材料性能对比
| 对比项 | 7020-T6 | 6061-T6 | 5083-H112 | 优势说明 |
| 焊接系数 | 0.88 | 0.75 | 0.85 | 结构焊接首选 |
| 比强度 | 128MPa·cm³/g | 115MPa·cm³/g | 105MPa·cm³/g | 轻量化优势 |
| 耐蚀性 | 盐雾≥1500h | 1000h | 2000h | 中等腐蚀环境 |
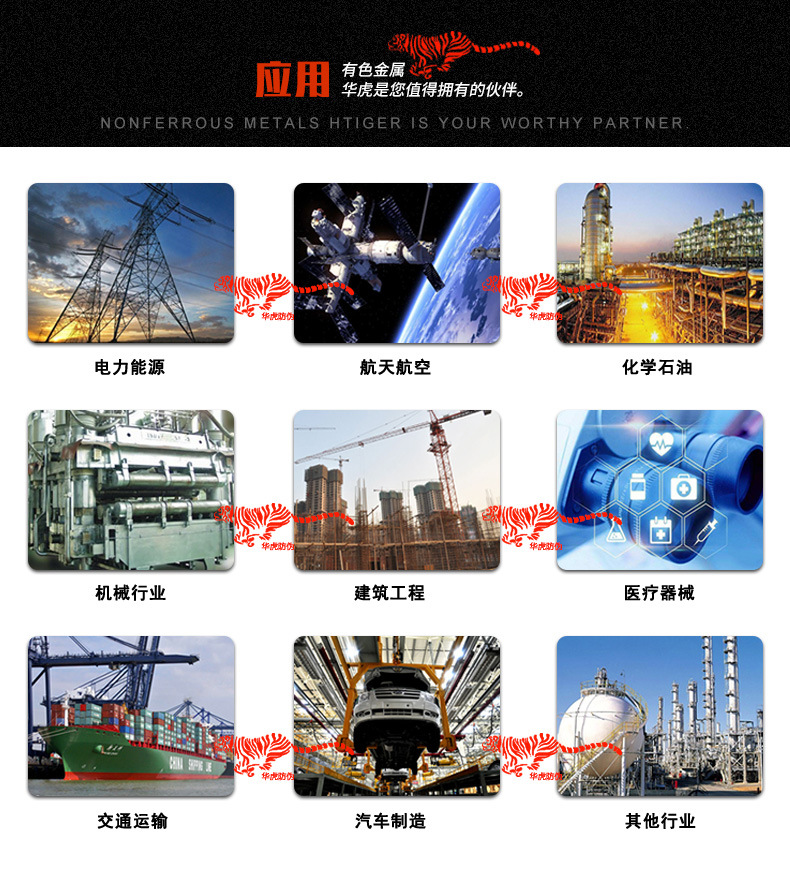
7. 应用案例
| 应用领域 | 具体案例 | 技术优势 |
| 轨道交通 | 地铁车厢连接件 有轨电车底架 |
焊接性/抗疲劳 |
| 汽车制造 | 新能源车电池箱 卡车悬挂支架 |
轻量化/高强度 |
| 工程机械 | 挖掘机动臂 升降平台结构 |
抗冲击/耐磨损 |
8. 中外铝合金牌号对照表
| 中国 (GB) | 美国 (AA) | 欧洲 (EN) | 日本 (JIS) | ISO |
| 7020 | 7020 | EN AW-7020 | A7020 | AlZn4.5Mg1 |
| 6A02 | 6061 | EN AW-6061 | A6061 | AlMg1SiCu |
| 5A06 | 5083 | EN AW-5083 | A5083 | AlMg4.5Mn |
如需获取7020铝合金的完整技术文档或定制化解决方案,请登录企业官网材料工程平台提交需求,技术团队将提供全流程专业技术支持。


7020,7系,铝合金
