

2319,2系,铝合金
有色金属 — 铝合金
价格电议


2319铝合金牌号:2319(ASTM B211-2023 / AMS 4185E)
1. 焊接材料库存
| 2319 | 产品形态 | 规格参数 | 焊接特性 |
| 焊丝 | MIG焊丝 |
直径Φ1.2-3.2mm 卷重15-300kg |
● 送丝稳定性≥98% ● 电弧挺度3.5-4.2级 |
| TIG焊丝 |
直径Φ2.4-4.8mm 直条长度1000mm |
● 熔敷效率≥92% ● 飞溅率≤2% |
|
| 2319 | 接头状态 | 焊接参数 | 焊缝性能 |
| 焊接接头 | 平焊位置 |
电流180-320A 电压24-32V |
● 抗拉强度≥330MPa ● 弯曲角≥50° |
| 立焊位置 |
电流120-200A 电压20-26V |
● 冲击韧性≥25J(-196℃) ● 硬度HV10 85-95 |
2. 化学组成(质量分数%)
| 元素 | AWS A5.10 | 航天级 | 冶金作用 | ||
| 最小值 | 最大值 | 最小值 | 最大值 | ||
| Al | 余量 | 余量 | 余量 | 余量 | 基体元素 |
| Cu | 5.8 | 6.8 | 6.0 | 6.5 | 主要强化元素 |
| Mn | 0.20 | 0.40 | 0.25 | 0.35 | 抑制热裂纹 |
| Ti | 0.10 | 0.20 | 0.12 | 0.18 | 晶粒细化 |
| Fe+Si | - | 0.30 | - | 0.18 | 控制杂质总量 |
3. 焊接接头力学性能
| 试验方向 | 抗拉强度 (MPa) | 屈服强度 (MPa) | 延伸率 (%) | 冲击韧性 (-196℃) | 硬度 (HV) |
| 纵向 | 330-360 | 220-250 | ≥8 | ≥25J | 85-95 |
| 横向 | 310-340 | 200-230 | ≥6 | ≥20J | 80-90 |
4. 推荐焊接工艺参数
| 焊接方法 | 保护气体 | 电流范围(A) | 电压范围(V) | 送丝速度(m/min) | 热输入(kJ/mm) |
| MIG | Ar+50%He | 180-320 | 24-32 | 6-12 | 0.8-1.2 |
| TIG | 99.999%Ar | 150-280 | 12-18 | - | 0.6-1.0 |
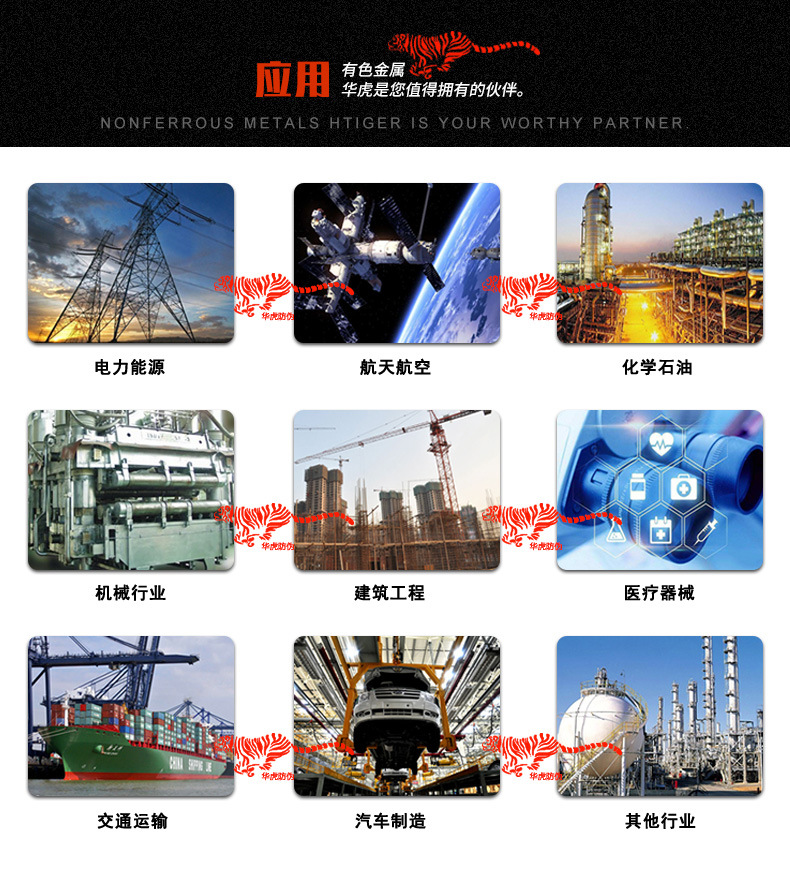
5. 典型焊接应用
| 应用领域 | 焊接部件 | 母材匹配 | 认证标准 |
| 航天器 |
燃料贮箱纵缝 氧化剂箱环缝 |
2219-T87 | NASA-STD-5002 |
| 运载火箭 |
级间段连接环 发动机支架 |
2195-T8 | MIL-STD-2219 |
6. 全球标准对照
| 中国 | 美国 | 欧洲 | 俄罗斯 |
| ER2319 | AWS ER2319 | EN ISO 18273-A AlCu6 | SvAMg6 |
如需获取2319铝合金的NAS认证焊接工艺评定报告或航天焊接解决方案,我们的NADCAP焊接认证团队将提供从工艺开发到射线检测的全流程服务。


2319,2系,铝合金
