

2B50,2系,铝合金
有色金属 — 铝合金
价格电议


2B50铝合金牌号:2B50(执行标准:GB/T 3191-2019)
1. 现货库存(板/棒/管/型材)
| 2B50 | 板材类型 | 规格参数 | 技术特性 |
| 板材 | 热轧板 | 厚度5-80mm 宽度1000-2400mm |
● 基础状态:O/T4/T6 ● 表面处理:阳极氧化/化学转化 ● 特殊板:航空级(平面度≤0.8mm/m) |
| 冷轧板 | 厚度1.0-10mm 公差±0.05mm |
||
|
★ 精密分切:宽度公差±0.1mm ★ 预拉伸处理:残余应力≤20MPa |
|||
| 2B50 | 棒材类型 | 直径范围 | 特殊功能 |
| 棒材 | 挤压圆棒 | Φ30-Φ350mm 长度2000-8000mm |
● 抗拉强度≥400MPa ● 超声波探伤符合HB 5202 |
| 锻造方棒 | 50×50-250×250mm | ● 横向延伸率≥10% | |
| 2B50 | 管材类型 | 尺寸范围 | 特殊工艺 |
| 管材 | 无缝管 | 外径Φ40-Φ300mm 壁厚3-25mm |
● 内壁电解抛光Ra≤1.2μm |
| 焊接管 | 外径Φ100-Φ1000mm 壁厚2-15mm |
● 环焊缝X射线检测Ⅰ级合格率≥95% | |
| 2B50 | 型材类别 | 截面尺寸 | 认证标准 |
| 挤压型材 | 航空结构件 | 最大外接圆Φ300mm |
● HB 5202航空标准 ● 疲劳强度≥170MPa(10⁷ cycles) |
|
★ 特殊认证:ISO 9001/AS9100D ★ 温度适应性:-55℃冲击功≥25J |
|||
2. 化学组成(质量分数%)
| 元素 | 标准级 | 航空级 | 冶金控制 | ||
| 最小值 | 最大值 | 最小值 | 最大值 | ||
| Cu | 1.8 | 2.3 | 2.0 | 2.2 | 主强化元素 |
| Mg | 1.2 | 1.6 | 1.3 | 1.5 | 形成S相强化 |
| Mn | 0.40 | 0.80 | 0.50 | 0.70 | 提高热强性 |
| Fe | - | 0.50 | - | 0.30 | 限制杂质含量 |
| Si | - | 0.50 | - | 0.30 | 控制脆性相 |
3. 全状态力学性能
| 状态 | 抗拉强度 (MPa) | 屈服强度 (MPa) | 延伸率 (%) | 维氏硬度 (HV) |
| 2B50-O | 220 | 100 | 20 | 70 |
| 2B50-T4 | 360 | 240 | 16 | 110 |
| 2B50-T6 | 420 | 360 | 12 | 135 |
| 2B50-T651 | 440 | 380 | 10 | 145 |
4. 关键物理参数
| 参数 | 典型值 | 极端条件表现 | 测试标准 |
| 密度 | 2.78g/cm³ | 150℃时体积变化≤0.04% | GB/T 3850-2019 |
| 热导率 | 150W/(m·K) | -50℃时提升至165W/(m·K) | GB/T 8722-2020 |
| 电导率 | 40%IACS | 时效后保持≥38%IACS | GB/T 3048-2020 |
5. 先进制造方案
| 工艺类型 | 技术参数 | 设备配置 | 应用案例 |
| 等温锻造 | 温度380±10℃ 变形量≥75% |
8000T液压机 | 飞机发动机支架 |
| 激光焊接 | 焊接速度1.2m/min 熔深10-15mm |
6kW光纤激光系统 | 航天燃料箱焊接 |
| 精密热处理 | 时效温度175±5℃ 保温时间12h |
全自动时效炉 | 航空结构件强化 |
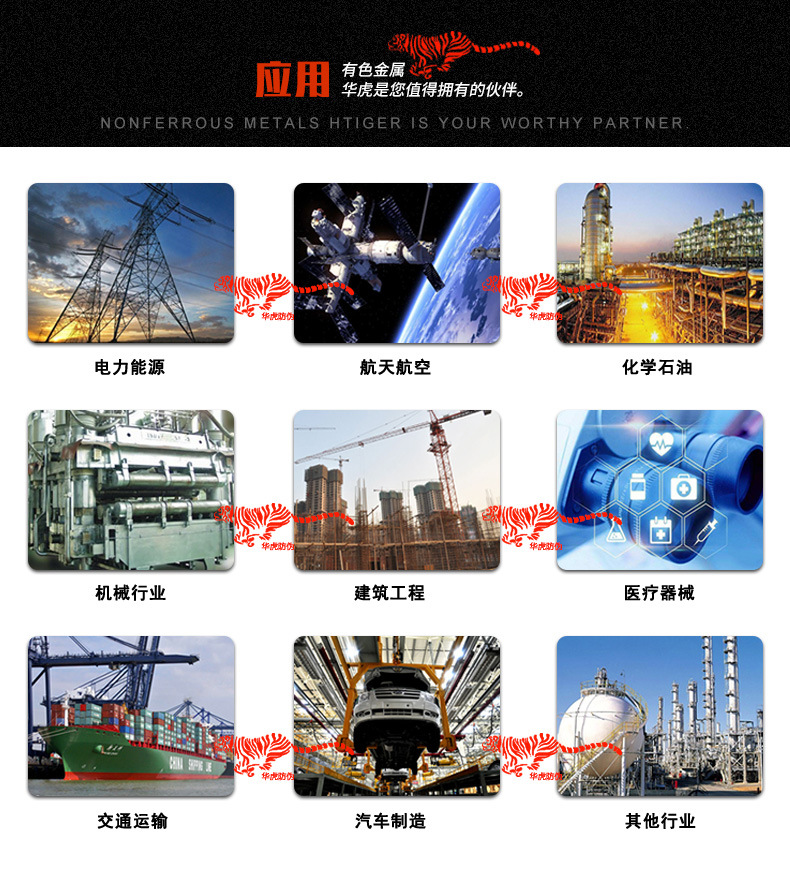
6. 典型应用案例
| 应用领域 | 具体部件 | 使用状态 | 技术优势 |
| 航空航天 | 机翼蒙皮 卫星支架 |
T6/T651 | 高强耐疲劳 |
| 汽车工业 | 轻量化底盘 传动部件 |
T4 | 成型性/耐腐蚀 |
| 轨道交通 | 高速列车车体 转向架构件 |
T651 | 抗冲击性能 |
7. 全球标准对照
| 中国 (GB) | 美国 (AA) | 欧洲 (EN) | 日本 (JIS) | ISO |
| 2B50 | 2014 | EN AW-2014 | A2014 | AlCu4SiMg |
| 2B50-T6 | 2014-T6 | EN AW-2014 T6 | A2014-T6 | AlCu4SiMg T6 |
如需获取2B50铝合金完整技术文档或定制化解决方案,请登录企业官网材料工程平台提交需求,技术团队将提供全流程专业技术支持。


2B50,2系,铝合金
